 简体中文
简体中文







Zabezpečte výskum, návrh, výrobu a inžinierske služby FDY, POY, HOY a priemyselných str...
Zabezpečte výskum, návrh, výrobu a inžinierske služby FDY, POY, HOY a priemyselných str...

Uskutočnite výskum, návrh, výrobu a inžinierske služby FDY, POY, HOY a priemyselných st...
Uskutočnite výskum, návrh, výrobu a inžinierske služby FDY, POY, HOY a priemyselných st...
Zabezpečte výskum, návrh, výrobu a inžinierske služby FDY, POY, HOY a priemyselných str...

Úvod Textilný priemysel sa neustále vyvíja a výrobcovia hľadajú spôsoby, ako znížiť výrobné náklady pri zachovaní vysokej kvality produkcie. Jedným z riešení, ktoré sa presadilo, je použitie pra...
Zobraziť viac1. Úvod: Prečo si polypropylénové vlákno zaslúži bližší pohľad Medzi syntetickými vláknami je polypropylén (PP) často klasifikovaný ako komoditný materiál, ktorý je často zatienený technickými vla...
Zobraziť viacÚvod Ako sa textilný priemysel posúva smerom k udržateľnejším postupom, dopyt po recyklovaných polyesterových tkaninách prudko vzrástol. Základom výroby týchto ekologických textílií je použitie recyklov...
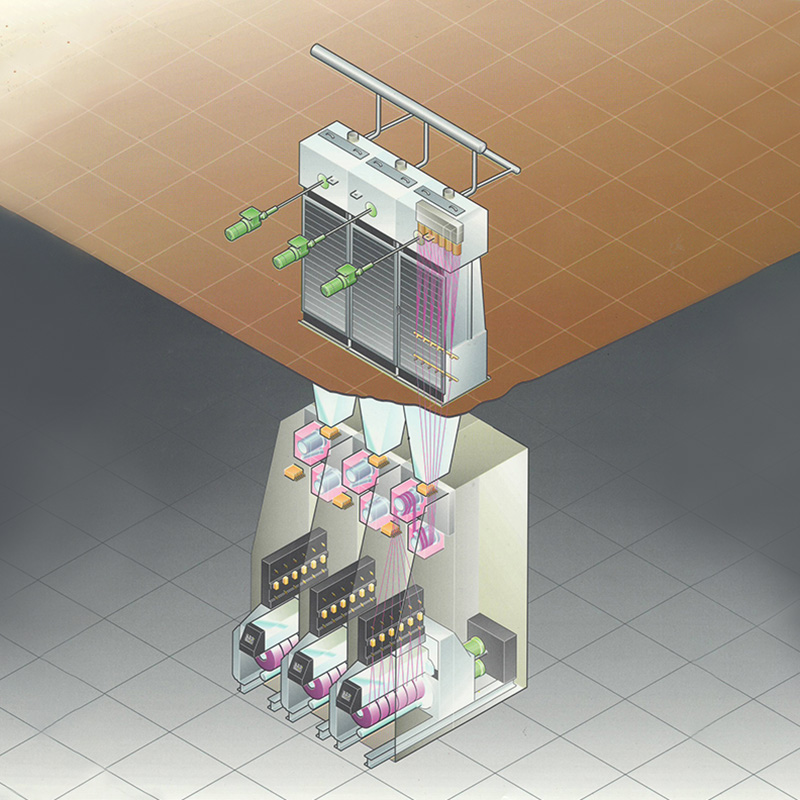
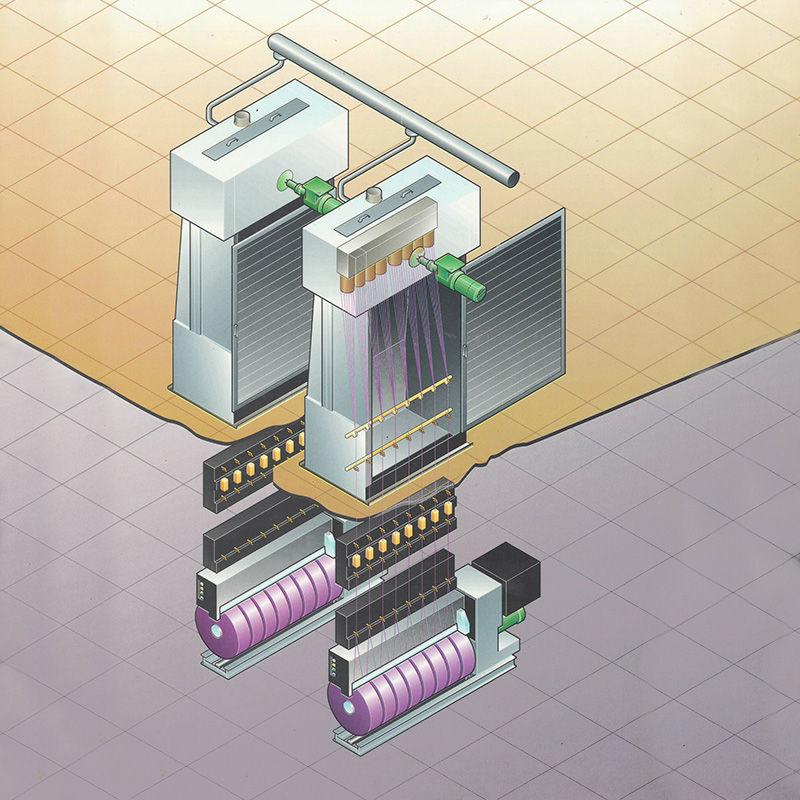
Zobraziť viacV procese pradenia FDY (plne ťahaná priadza) spriadacia výrobná linka chĺpky a zlomené konce tvarovaných vlákien sú spôsobené najmä zložitou väzbou medzi dynamikou spriadacej tekutiny a vlastnosťami materiálu. Keď roztavený polymér prechádza cez mikropóry zvlákňovacej dýzy, nerovnomerné rozloženie normálového napätia na stene otvoru povedie k nerovnomernosti efektu expanzie extrúzie (Barusov efekt). Ak vezmeme ako príklad obdĺžnikový otvor, keď tavenina prúdi v kanáli s veľkým rozdielom v pomere strán, šmyková rýchlosť v strednej oblasti dlhej strany je výrazne vyššia ako v oblasti krátkej strany. Tento gradient prietoku sa v momente extrúzie premení na eliptické skreslenie tvaru prierezu. Experimenty ukazujú, že keď pomer strán pravouhlého otvoru presiahne 3:1, miera výskytu vlasov sa zvýši o 12-15% na každé zvýšenie rovinnosti prierezu vlákna o 1 jednotku.
Z hľadiska materiálových vlastností existuje štrukturálny rozpor "skin-core" v procese chladenia formovania tvarovaných vlákien. Hoci rýchle ochladenie môže tvar prierezu stuhnúť, povrchový polymér vytvára zvyškové napätie v dôsledku teplotného gradientu. Keď koncentrácia napätia prekročí medzu klzu materiálu, spôsobí chlpatosť; kým pomalé ochladzovanie môže uvoľniť vnútorné napätie, spôsobí zmenšenie tvaru prierezu, čím sa zvýši riziko zlomenia. Tento rozpor je obzvlášť výrazný vo vláknach so zložitým prierezom, ako sú činky a triloby.
Zamerané na štrukturálne defekty tradičných pravouhlých otvorov, tvar otvoru v tvare činky dosahuje trojité vylepšenia prostredníctvom optimalizácie mechaniky tekutín:
Návrh homogenizácie napätia: Kanál v tvare činky využíva hyperbolickú prechodovú zónu na zníženie gradientu šmykovej rýchlosti taveniny vo vstupnej časti o 30-40 %. Simulácie ukazujú, že táto konštrukcia môže zvýšiť koeficient normálneho rozloženia napätia prierezu kanála z 0,68 pravouhlého otvoru na 0,82, čím sa výrazne zníži nerovnomernosť expanzie vytláčania.
Optimalizácia pomeru strán: Pomer strán otvoru zvlákňovacej dýzy sa zvýšil z konvenčného 1,5:1 na 2,5:1 v kombinácii so zjednodušenou vstupnou štruktúrou. Experimenty ukazujú, že keď L/D≥2, čas zotrvania taveniny v kanáli sa predĺži o 25 %, akumulácia elastickej energie sa uvoľní úplnejšie a miera zadržania prierezu vlákna sa zvýši o 40 %.
Zlepšenie kvality povrchu: Technológia laserového mikroobrábania sa používa na leptanie špirálových vzorov na mikrónovej úrovni na vnútornej stene kanála, takže stav toku taveniny sa mení z laminárneho toku na turbulentný tok, čím sa účinne preruší efekt hraničnej vrstvy. Testovacie údaje ukazujú, že tento proces môže znížiť výskyt chĺpkov o 55 % a mieru lámavosti o 40 %.
Stratégia kolaboratívneho riadenia pre kľúčové parametre procesu
Riadenie teplotného poľa: Vytvorte model spojenia teploty taveniny, viskozity a rýchlosti zvlákňovania. Keď je teplota zvlákňovania regulovaná na 290 ± 2 °C, viskoelasticita taveniny je v optimálnom okne. V tomto čase je stabilita vytláčania otvoru v tvare činky o 60 % vyššia ako stabilita obdĺžnikového otvoru.
Riadenie rýchlosti chladiaceho vetra: Systém kruhového bočného fúkania sa používa na optimalizáciu rozloženia poľa vetra pomocou simulácie CFD. Experimenty ukazujú, že keď je gradient rýchlosti vetra nastavený na 0,3 m/s/mm, koeficient rovnomernosti povrchovej teploty kúdele dosiahne 0,95, čím sa účinne eliminuje lokálna koncentrácia napätia.
Optimalizácia priľnavosti oleja: Vyviňte systém nano-modifikovaného silikónového oleja na zníženie kontaktného uhla oleja na povrchu kúdele z 82° na 65° a zvýšenie priľnavosti o 35%. Tým sa nielen zníži akumulácia statickej elektriny, ale vytvorí sa aj mazacia vrstva na povrchu vlákna, čím sa zníži výskyt chlpatých vlákien o 28 %.
V technickej praxi Jiaxing Shengbang Mechanical Equipment Co., Ltd. sa priemyselná aplikácia optimalizácie tvaru otvoru realizovala prostredníctvom modernizácie zariadenia na spriadacej výrobnej linke FDY:
Vysoko presné zariadenia na spracovanie: Zavedenie nemeckých CNC obrábacích strojov DMG MORI v kombinácii s nezávisle vyvinutou technológiou plazmového lakovania umožňuje presnosť spracovania mikrootvorov zvlákňovacej trysky dosiahnuť 0,002 mm a drsnosť povrchu Ra < 0,05 μm.
Online monitorovací systém: Integrujte technológiu infračerveného tepelného zobrazovania a laserového merania priemeru na realizáciu diagnostiky spriadacieho procesu na spriadacej linke FDY v reálnom čase. Keď sa zistí, že deformácia prierezu prekročí prahovú hodnotu, systém dokáže automaticky upraviť rýchlosť odstreďovania a parametre chladenia a rýchlosť odozvy sa zvýši na 0,5 sekundy.
Konštrukcia procesnej databázy: Na základe viac ako 2 000 súborov experimentálnych údajov bola vytvorená knižnica procesných parametrov zahŕňajúca 12 sekcií špeciálneho tvaru a 5 polymérových materiálov, aby poskytovala podporu údajov pre optimalizáciu tvaru otvorov.
ADRESA: č. 1298, Zhouan Road, okres ekonomického a technologického rozvoja, mesto Jiaxing, provincia Zhejiang
TELEFÓN: +86 19057031687
TEL.: 86-0573-83777752
E-MAIL: [email protected]
Jiaxing Shengbang Mechanical Equipment Co., Ltd. Všetky práva vyhradené. Veľkoobchod Výrobná linka FDY Spinning Dodávatelia
